

● Kolat za strojni alatni alat prihvaća konstrukciju čelične ploče, a sustav radnog ulja i sustava pumpe za ulje izvana su smješteni za jednostavno održavanje i čišćenje.
● Strojni alat je u potpunosti zatvoren kako bi se spriječilo istjecanje radne tekućine. Lijeva strana su prebacivana vrata za jednostavnu zamjenu elektroda grafitnih kotača, stražnja stražnja vrata su dvostruko otvaranje vrata za jednostavno okretanje i oblikovanje elektroda grafitnih kotača, a prednja su dvostruka klizna vrata za obradu podešavanja i zamjene kotača za brušenje dijamanata.
● Alat za stroj automatski se zaustavlja prilikom završetka obrade.
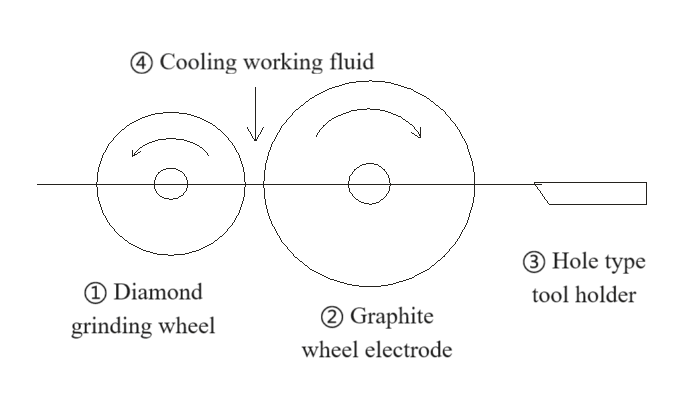
① Kotač za brušenje dijamanta: ograničeno na kotač za brušenje dijamanata metalne veze, koristeći fiksni dvostruko stezanje na Mandrelu, servo pogon stepper motora, ručni/automatsko rotacijsko obradu servo servo.
② Grafitna elektroda kotača: Upotrijebite grafitni kotač koji se lako obrađuje kao elektroda, nanesite princip obrade za pražnjenje i pomoću električne iskra za uklanjanje dijela kotača za mljevenje dijamanta koji se obrađuje. Vanjska rupa grafitnog kotača okrenuta je i formirana rezačem rupa stezanim na držaču alata.
Držač alata za rupu: Rezač rupe može se obraditi strojem za rezanje žice i treba rezati 6 ° natrag, stegnuti na držaču pokretnog alata, a vanjski krug elektrode grafitnog kotača je izrezan i formiran.
④ Radna tekućina za hlađenje: Da bi se osigurao gladak napredak obrade pražnjenja, potrebno je raspršiti radnu tekućinu za hlađenje (radna tekućina je 7# bijelo ulje ili 5# motorno ulje) u područje prerade. Radna tekućina je isprana iz gornjeg dijela područja prerade, a položaj cijevi za ispiranje ulja više puta se podešava kako bi se osiguralo da u području prerade nema otvorenog plamena.


Stroj za odijevanje na kotačima EDM Diamond
-
-
Indeks Jedinica MX250 Materijal CBN kotači za mljevenje CBN-a na bazi dijamanta i metala
Maksimum promjer obradnog dijela mm Φ280 Maksimum Širina radnog dijela mm 50 Brzina vretena za glavu okretaja 30 ~ 50 Veličina povučene ploče mm 140 × 940 Putovanje s pločama mm 120 Središnja visina mm 140 Maksimum promjer grafitnog kotača mm 320 -
Povezani proizvodi
-

CNC Roll Stroj
Cat:CNC stroj za glodanje rola
XK9350 serija CNC-a za poburnu rolicu Groove Stroj je nadograđeni proizvod tipa XK500, koji je prikladan za obradu kolutova promjera manjih od 500 ...
Pogledajte detalje -

CNC stroj za glodanje rola
Cat:CNC stroj za glodanje rola
Ova serija alatnih strojeva može automatski rezati utore polumjeseca s različitim smjerovima rotacije i bilo kojim kutom spirale. Može se podijelit...
Pogledajte detalje -

CNC stroj za glodanje prstena
Cat:CNC stroj za glodanje rola
Akumulirali smo bogato iskustvo u obradi i korištenju poburnih rola i proveli smo dubinsku analizu i istraživanje tehnologije sličnih naprednih pro...
Pogledajte detalje -

Teška carinska tokarilica za okretanje CNC -a
Cat:Tokarilica za okretanje kotrljanja CNC
Ova serija strojnih alata uglavnom se koristi za prolazak i obradu rola. Također može okrenuti vanjski krug i kotrljati vrat valjaka, a također mož...
Pogledajte detalje -

CNC tokarilica visoke učinkovitosti
Cat:Tokarilica za okretanje kotrljanja CNC
CNC -serije CK84 CNC Roll tokariji prihvaća Siemens 828D CNC sustav i pokreće ga servo motor. Prilikom dizajniranja ovog alata za stroj, u potpunos...
Pogledajte detalje -

CNC tokarilica za kotrljanje
Cat:Tokarilica za okretanje kotrljanja CNC
CNC CNC tokari sa nagibom CK450 prihvaća njemački sustav kontrole Siemens. Izgled, operativni sustav i sustav zaštite sigurnosti strojnog alata diz...
Pogledajte detalje -

CNC stroj za vertikalno mljevenje
Cat:Ojačana preciznost CNC Stroj za glodanje
CNC-ov stroj koji se ojačava mljevenjem prihvaća kutiju vretena u cijelosti, a dio prijenosa vretena prihvaća zupčanike s precizno veće od 6 razina...
Pogledajte detalje -

CNC stroj za graviranje rola
Cat:Ostali specijalizirani CNC strojevi
Stroj za graviranje CNC -a prikladan je za obradu različitih oznaka lica. Kroz softver za automatsko uređivanje može generirati programe obrade pre...
Pogledajte detalje -

Centar za lasersku obradu
Cat:Ostali specijalizirani CNC strojevi
Ovaj strojni alat je nova vrsta alata CNC Roll Grooving stroj razvijenog na temelju tvrtke CNC Roll Roll Milling Machine serije te nakon potpunog i...
Pogledajte detalje -

Stroj za odijevanje na kotačima EDM Diamond
Cat:Ostali specijalizirani CNC strojevi
MX250 je standardni stroj za preljev s dijamantskim kotačima koji se koristi za formiranje i presvlačenje dijamantskih kotača za metalurške čelične...
Pogledajte detalje




-
Moderno precizno inženjerstvo oslanja se na CNC vertikalna glodalica za izvo...
Pročitajte više -
CNC glodalice s valjcima pružaju neusporedivu preciznost za cilindrične i složene izratke ...
Pročitajte više -
Presuda: CNC strugovi s valjkastim prstenima postižu submikronske tolerancije na prstenovima l...
Pročitajte više -
Industrijski mandat i pragovi preciznosti teške obrade valjaka CNC stroj za rezanje ...
Pročitajte više -
Proizvodnja mlinskih valjaka za teške uvjete rada, valjaka za profiliranje armaturnih šipki i ...
Pročitajte više
-
ADRESA
Br.
-
E -pošta
info@rolllathe.com
-
TELEFON
+86-513-85636116
Copyright © Nantong Jingyu Machinery Co., Ltd. Sva prava pridržana

